

What is the Plastic Injection Moulding Process?
What is the Plastic Injection Moulding Process?
Injection moulding is currently the most versatile method for creating plastic components. With its consistent, high-quality performance, it is no wonder why injection moulding is one of the most popular approaches for producing plastic components. From car parts to household appliances and medical equipment, plastics are being used to protect, improve, and construct a wide array of products. Injection moulding is used to make a variety of goods, which vary substantially in scale, complexity, and use. Despite this, only a few manufacturers are aware of what really goes on in their plastic components’ manufacturing process.
In this article, we will be taking a look at the plastic injection moulding process so you can have a better understanding of how plastic products are made.
What is plastic injection moulding and how does it work?
The plastic injection moulding process involves melting plastic pellets, which can be either thermosetting or thermoplastic polymers. Once the pellets are pliable enough, they are injected under pressure into a mould cavity, which then fills and hardens to make the finished product. Injection moulding is used to produce a wide variety of parts and objects from plastic. You might even have some products that were manufactured using injection moulding in your house.
Not only is the injection moulding method capable of producing a variety of goods, but their capacity to produce large quantities of parts at a low cost also makes them the ideal method for producing high-quality but inexpensive components. In addition, injection moulding is a highly versatile technique, allowing for a wide variety of products and finishes with differing shapes and dimensions, making it a popular choice among industries with diverse sets of products. The injection moulding machine uses custom-made moulds to produce identical duplicates that can be modified in a number of ways. Due to their adaptability, injection moulding machines are utilised for some of the most challenging manufacturing projects in the world, including the production of components for the aerospace, hospital, pharmaceutical and automotive industries.
Although the injection moulding process is complex and requires in-depth knowledge about the machinery behind the process, it can still be broken down into a few fundamental points that help explain how the process works and why it is so effective.
- Choosing the best thermoplastic for your mould
Before the actual process begins, suitable thermoplastics and moulds must be selected or made. These two are the critical components that are responsible for the creation and formation of the final product, so these must be taken care of before the process begins. In order to make the appropriate choice, manufacturers need to consider the relationship between the thermoplastic they will use and the mould. This is because certain kinds of plastics are not suitable for specific designs of moulds, and people unaware of this could end up with their resources, time and energy being wasted.
Two components make up each mould tool: the cavity and the core. The cavity is a stationary component into which the plastic is injected, and the core is a movable component that can be inserted into the cavity to assist in the formation of the component’s overall shape. Mould tools can be developed to manufacture many or complicated features, depending on specified needs. Because they are subjected to high pressures and temperatures on a consistent basis, mould tools are often built of steel or aluminium due to the nature of their use.
The process of developing mould tools is both time-consuming and financially burdensome due to the high level of design and quality of materials required. It is strongly advised that tools be designed, prototyped, and tested before the creation of a final bespoke mould because of this reason. These tools can be used to construct or create a prototype mould, which can then be tested in the machine with the thermoplastic of your choice.
It is essential to test the tool with the appropriate thermoplastic in order to guarantee that the finished component will have the desired qualities. Due to their unique molecular structures, each type of thermoplastic has a unique set of properties, as well as temperatures and pressure resistances. The selection of the thermoplastic material that will ultimately be used will be determined by the characteristics that manufacturers require from their finished product as well as the design of the mould tool.
- Feeding the machine to melt the thermoplastic
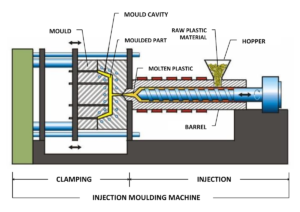
The actual process begins with the use of the Injection moulding machine. These machines are either hydraulic or electrically operated. The injection machine includes the following components:
- The hopper is a big receptacle into which the raw plastic pellets are fed. It has a bottom hole via which pellets are fed into the threads of the reciprocating screw inside the barrel.
- The heaters supply the thermal energy necessary to transform the plastic pellets into a dense, molten state.
- The nozzle injects molten plastic into the cavities of the mould. It is positioned in the stationary platen and is aligned directly with the front mould half.
- The barrel houses the reciprocating screw and is jacketed with heaters around its circumference.
- The reciprocating screw axially rotates and slides the plastic through the length of the barrel. A hydraulic cylinder provides injector pressure. As the plastic flows along the length of the barrel, heat, pressure, and friction combine to impart fluid qualities. A non-return valve accumulates the molten plastic in front of the screw and prevents its backflow. The reciprocating screw is the most prevalent injection moulding system in current machines.
- The screw pre-plasticiser is an injection mechanism that utilises a system with separate barrels for melting the plastic and injecting it into the mould. The mechanism of the first barrel is identical to that of the reciprocating screw. After passing through the first barrel, the molten plastic is sent to the mould through a plunger in the second barrel. Plastic is melted and injected using a single-barrel, plunger-type injection system on older injection moulding machines.
To initiate the process, thermoplastic pellets are fed into the machine’s hopper. These pellets are fed steadily into the machine’s barrel while the screw rotates. The rotation of the screw and the barrel’s heat gradually warm and melt the thermoplastic until it is liquid and malleable. Maintaining the proper temperatures throughout this phase of the process is essential for guaranteeing that the plastic can be injected effectively and the final product is created precisely.
- Injecting the malleable plastic into the mould
Once the melted plastic reaches the end of the barrel, the plastic injection control gate closes, and the screw retracts. This draws through a predetermined quantity of plastic and increases pressure in the screw in preparation for injection. Simultaneously, the two components of a mould tool are brought together under intense pressure, known as clamp pressure. Injection pressure and clamp pressure must be balanced to ensure the correct formation of the part and that no plastic escapes the injection tool. Once the appropriate pressure is attained in the tool and screw, the gate opens, the screw advances and molten plastic is injected into the mould.
- Holding and Cooling down the plastic mould
After the majority of the plastic has been injected into the mould, it is kept under pressure for a certain time. Depending on the type of thermoplastic and the item’s complexity, this ‘holding time’ might range from milliseconds to minutes. This holding period is crucial for ensuring that the plastic fills the tool and is correctly shaped.
Once the molten plastic comes into contact with the surface of the cavities, the cooling part commences. A coolant system within the mould aids heat removal through cooling. The final product may shrink during the cooling process, and extra melt is allowed to flow to compensate for this. After a suitable cooling period, the mould halves are separated, and the part is ejected.
- Ejecting the finished product
The cooled item is ejected from the mould during the ejection stage. The ejection mechanism, incorporated within the clamping unit, permits the evacuation of the moulded component from the mould cavities. The ejection system comprises an ejector bar with actuating pins that pushes the ejector plate. After the moulding cycle, the ejecting pins expel the hardened part from the open mould plates.
The item must be ejected with sufficient force since it sticks to the mould during cooling. A mould release agent is utilised to facilitate the removal of moulded components from the mould cavities. After a few moulding cycles, it can be reapplied before the beginning of the clamping stage or permanently affixed to the surface of the mould cavities. The finished product is then placed in a compartment or conveyor belt at the machine’s base.
- Trimming off the excess
Trimming is the final step in the manufacturing of injection-moulded plastics. Excess polymers from the molten plastic flow are removed from the moulded part, and each moulded unit is separated from the others. The trimming process utilises a different set of machinery.
Bottom Line
Whether you need to make a small number of parts for testing or a reliable way to create large amounts of components fast, injection moulding can be an excellent option, mainly when working with plastics. In addition, the unique method of manufacturing parts with an injection moulding machine allows for the production of complicated parts with elaborate designs, which cannot be efficiently done by other available manufacturing methods. We hope that this article was able to properly inform you about plastic injection moulding and its many advantages.
If you are in search of a trustworthy manufacturer that utilises an alternative to plastic injection moulding, then Plas-Pak is the team you have been looking for! As one of Australia’s premier plastic packaging suppliers, we strongly focus on innovation and sustainability. We specialise in the production and distribution of rigid plastic packaging and plastic-engineered components, all of which comply with the Hazard Analysis Critical Control Point (HACCP) certification requirements.



